Corte por plasma
Descubra el universo del corte por plasma: proceso, campos de aplicación, precauciones.
El plasma se emplea para operaciones de soldadura y el corte. Air Liquide, un líder mundial en gases industriales, le explica cómo funciona el sistema de corte por plasma.
Lectura: 4 min

Definición de corte plasma
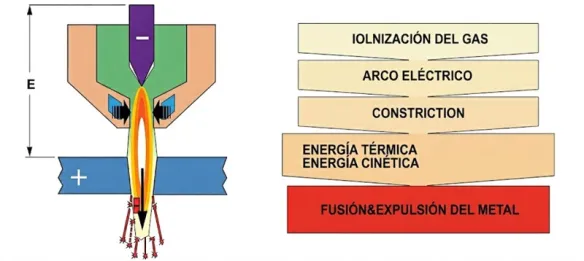
El corte plasma se caracteriza porque se crea un arco eléctrico, establecido en un gas ionizado entre un electrodo negativo (cátodo) y la pieza de trabajo (ánodo), que se somete a una constricción considerable al ser forzado a pasar a través de una boquilla refrigerada por agua, situada entre el cátodo y el ánodo. La energía térmica (con temperaturas que alcanzan los 30.000 °C) y la energía cinética (velocidad supersónica > Mach 1) liberadas por el chorro de plasma provocan la fusión casi instantánea del material en todo su espesor. Al mismo tiempo que la antorcha de corte se mueve, el metal fundido es expulsado de la sangría de corte.
¿Cuáles son los campos de aplicación del corte por plasma?
El corte por plasma se emplea en diferentes materiales: metales ferrosos y no ferrosos, conocidos por su tolerancia con el estado de la superficie: oxidación, pintura o geometría; por ejemplo, cuadrículas. Este proceso se valora más por sus resultados en la velocidad de corte a un coste reducido que por su precisión. Tras la operación de corte, puede realizarse un mecanizado.
Las máquinas de corte por plasma son capaces de cortar distintos tipos de materiales (como el acero, el acero inoxidable, el aluminio, el cobre) de espesores medios a gruesos y de dimensiones variables.
Instalación de corte plasma
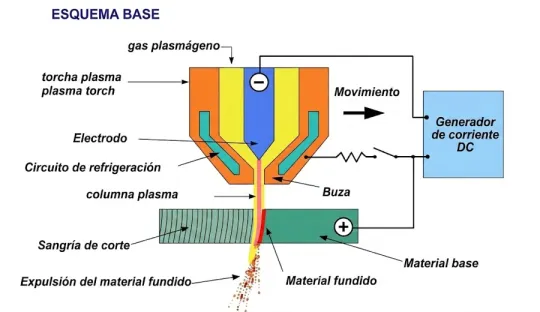
Los equipos/instalaciones de corte por plasma se compone fundamentalmente de:
- Fuente de alimentación (generador de corriente): convierte la corriente alterna en corriente continua.
- Torcha de plasma: es la herramienta que sostiene el electrodo y la boquilla, y genera y modela el jet de plasma. Está dotada de un sistema de refrigeración (por aire o agua).
- Suministro de fluidos: fuentes y reguladores para el gas plasmágeno, el gas de protección (si lo hubiera) y agua o aire de enfriamiento.
- Cable de masa: Conecta el polo positivo del generador a la pieza de trabajo para cerrar el circuito.
El corte puede ser manual o automático.
Air Liquide es un proveedor de gases. Air Liquide dispone de una gama de gases de referencia, así como de una gama de gases técnicos, más precisa, en función de las necesidades específicas del soldador (creados a demanda para la realización de sus proyectos de corte). Se garantiza un contenido de impurezas máximo, que a menudo es menor que el recomendado en las normas. Las botellas de gas de soldadura y corte suministradas por Air Liquide pueden estar equipadas con un reductor integrado, que permite además realizar un control rápido del estado de la botella (abierto/cerrado).
¿Tiene alguna pregunta sobre el corte por plasma?
Tipos de electrodos para el corte por plasma
En las torchas de corte plasma se encuentran los electrodos, que son de cobre y tienen un material emisivo en la punta, para generar el arco de plasma. El material de la punta emisiva del electrodo depende estrictamente de la naturaleza del gas plasmágeno utilizado.
- Electrodos para gases oxidantes (oxígeno o Aire Comprimido): utilizan una punta plana formada por una inserción de circonio (Zr) o hafnio (Hf). Durante el funcionamiento, la acción del oxígeno crea una capa superficial de cerámica (óxido de circonio u óxido de hafnio) que protege térmicamente al electrodo y evita su rápida destrucción a altas temperaturas.
- Electrodos para gases no oxidantes (nitrógeno, argón o hidrógeno): utilizan una punta fabricada en Tungsteno (W), a menudo dopado con óxido de torio para mejorar la emisividad. Si se usara tungsteno con gases oxidantes, se destruiría rápidamente
¿Qué gases se utilizan?
Se pueden utilizar diferentes tipos de gases para el proceso de corte por plasma:
- Aire comprimido
- Aplicación: utilizado principalmente en corte manual por ser la opción de más bajo coste y fácil puesta en marcha. Se puede usar en aceros al carbono, aluminio y acero inoxidable en espesores finos a medios
- Desventaja: introduce nitrógeno y oxígeno en la sangría, produciendo bordes muy oxidados, rugosos y oscuros en aluminio e inoxidable, y puede generar porosidad si la pieza se suelda posteriormente sin limpieza
- Oxígeno (O₂)
- Aplicación: es el gas ideal para obtener la máxima productividad y calidad de corte en aceros al carbono (estructurales), reduciendo las rebabas y permitiendo altas velocidades de avance.
- Nitrógeno (N)
- Aplicación: muy utilizado en instalaciones automáticas para lograr cortes de alta calidad y baja deformación térmica en aceros inoxidables y aleaciones de aluminio de espesores finos y medios (hasta aprox. 15-20 mm). También se usa para cortar aceros al carbono cuando se busca baja deformación
- Mezclas de Argón-Hidrógeno (Ar-H₂)
- Aplicación: son los gases preferidos para lograr la máxima calidad en grandes espesores de aceros inoxidables (hasta 110 mm) y aluminio (hasta 130 mm) - NOXAL™ 6 y NOXAL™ 7.
- Ventaja: el argón facilita el cebado del arco, mientras que el hidrógeno aporta un alto poder calorífico y actúa como reductor químico, produciendo superficies de corte excepcionalmente brillantes y limpias de óxidos.
¿Cuáles son las principales diferencias entre oxicorte, corte plasma y corte láser?
| Característica | Oxicorte | Corte por Plasma | Corte Láser |
|---|---|---|---|
| Fuente de energía | Reacción química exotérmica (combustión del material al oxidarse) combinada con el calor de una llama de calentamiento. | Arco eléctrico constreñido forzado a través de una tobera, estableciéndose a través de un gas ionizado (plasma). | Haz de luz altamente concentrado (Amplificación de Luz por Emisión Estimulada de Radiación), generado en un medio sólido o gaseoso. |
| Densidad de energía | Baja y media: el calor aportado es amplio y menos concentrado sobre la superficie de la pieza. | Alta: el estrangulamiento concentra la energía térmica hasta los 30.000 °C y aporta gran energía cinética. | Extrema: la energía se concentra en un punto focal de dimensiones muy reducidas, logrando densidades de potencia excepcionales. |
| Materiales que se pueden cortar | Aceros al carbono y de baja aleación, titanio. Resulta imposible en acero inxodable, aluminio y cobre. | Todos los metales conductores de la electricidad: aceros al carbono, inoxidables, aluminio, latón, cobre, hierro fundido, titanio. | Polivalente: permite cortar materiales metálicos y no metálicos (madera, cartón, plástico, cerámica). Es dificultoso en materiales muy reflectantes. |
| Gases que se utilizan | Gas combustible (acetileno, propano, metano, etc.) y un gas comburente (Oxígeno puro). | Gases plasmágenos y/o de protección: aire comprimido, nitrógeno (N₂), oxígeno (O₂), y mezclas como argón-hidrógeno (Ar/H₂). | Gases de asistencia para el corte (oxígeno, nitrógeno, argón, helio) y, en equipos de CO₂, gases de resonador (CO₂, N₂, Helio). |
Si necesita más información, no dude en contactarnos, los expertos de Air Liquide pueden aconsejarle sobre todo el proceso de corte por plasma.
¿Tiene alguna pregunta sobre el corte por plasma?
Descubra nuestras soluciones
-

Soldadura industrial
Descubra nuestra gama de gases adaptada a todas sus necesidades de soldadura.
-

Corte industrial
Descubra los procesos y las técnicas de corte industrial. El corte es una aplicación que se utiliza en muchos campos diferentes.
-

Gases de soldadura ARCAL™
Para obtener soldaduras de óptima calidad, la gama de gases y mezclas ARCAL™ le ofrece soluciones adaptadas a todo tipo de necesidades.
-

ALbee™ Weld
¿Busca una forma fácil de soldar? ¿Quiere ahorrar tiempo y dinero de forma segura? ALbee™ Weld es la solución.
-

Gases para soldadura oxiacetilenica
Descubra nuestra gama de gases adaptada a sus procesos de soldadura y oxicorte.
-

EXELTOP™
Con EXELTOP™, una innovación de Air Liquide, la botella de gas viene equipada con una válvula de doble expansión integrada.
¿Tiene alguna pregunta sobre el corte por plasma? Rellene nuestro formulario de contacto.
Nuestros expertos le responderán lo antes posible.
Más información
- Corte por laser
- Soldadura por plasma
- Los chorros de corte
- Corte de acero de gran espesor
- El proceso de soldadura MIG / MAG (GMAW)
- Pantallas y máscaras para soldadores
- El proceso de oxicorte
- Temperatura de fusión de un metal
- Máquina de soldar
- Metal de aporte en MIG / MAG
- Proceso por arco sumergido
- Antorchas de soldadura
- Soldadura por resistencia
- Soldadura TIG / de metales
- Mezcla de gases para la soldadura por fusión
- Defectos en la soldadura
- El metal de aporte
- Soldadura por arco de plasma
- Proceso de soldadura blanda o fuerte
- Cobre y aleaciones
- Procesos de soldadura
- Soldadura por Arco Eléctrico
- Gas inerte para soldadura
- Seguridad en soldadura
- Soldadura: Argón botella 20L o 50L a 200 bar
Preguntas frecuentes
- ¿Qué es el oxicorte?
- ¿Cómo se pueden cortar piezas con plasma?
- ¿Qué gas debe utilizarse para el oxicorte?
- ¿Qué sectores utilizan el oxicorte?
- ¿Cómo se puede cortar el acero?
- ¿Es el corte por plasma un proceso térmico?
- ¿Cómo se pueden cortar piezas con láser?
- ¿Qué gas debe utilizarse para cortar acero inoxidable?
- ¿Qué gas debe utilizarse para cortar aluminio?
- ¿Cómo se puede ajustar el caudal de gas en la soldadura?
- ¿Cuál es la diferencia entre los procesos de soldadura MIG y MAG?
- ¿Cómo soldar acero galvanizado?
- ¿Cómo elegir el gas a utilizar en MIG o MAG?
- ¿Por qué utilizar un hilo tubular?
- ¿Cómo se puede soldar el acero?
- ¿Cómo se puede soldar el aluminio?
- ¿Qué impacto tiene la pureza del gas de soldadura y corte?
- ¿Cuáles son los defectos de soldadura más comunes?
- ¿Cómo soldar acero inoxidable?
- ¿Cuál es la diferencia entre la soldadura fuerte y la soldadura blanda?
- ¿Cómo elegir el gas a utilizar en TIG o plasma?
- ¿Cómo evitar el consumo excesivo de gas de soldadura?
- ¿Cómo elegir el gas para soldadura TIG?