
Química fina: control de emisiones y soluciones bajas en carbono
La química fina se enfrenta a los desafíos urgentes de la transición energética y a normativas cada vez más estrictas. Para dar respuesta a estas exigencias, el desarrollo de procesos descarbonizados es una prioridad estratégica. Air Liquide acompaña la actividad de este sector con soluciones expertas de inertizado, control térmico de alta precisión y gases certificados bajos en carbono.
Nuestras soluciones para alcanzar los objetivos de descarbonización de la industria química especial







¿Necesita más información sobre nuestras soluciones para la industria de química especial fina?
Nuestros expertos pueden ayudarle con su proyecto proponiéndole las soluciones que mejor se adapten a sus necesidades.
Afrontar los retos del sector
Gracias a su equipo de expertos, Air Liquide acompaña a todos sus clientes en la puesta en marcha de estas aplicaciones, desde la fase de arranque hasta la fase de producción.

Inertizado de sistemas
Sistemas cerrados
El uso de gases inertes a presiones de pocos bar, como el nitrógeno, el argón o el CO₂ (empleado para el inertizado de sistemas que funcionan en circuito cerrado, en centrales nucleares o con combustibles sólidos), es esencial para proporcionar una protección a los productos químicos de los riesgos de pérdida de calidad o de explosión vinculados a la presencia de oxígeno o humedad en el aire. Los tanques o depósitos de almacenamiento que requieren inertizado se purgan inicialmente para asegurar la reducción de la concentración de oxígeno en la cámara de gas y, posteriormente, se mantienen en niveles que eviten explosiones, garantizando así la seguridad de las instalaciones y evitando la oxidación de los productos.
Sistemas abiertos
Las tolvas de las máquinas de extrusión de plástico o las cámaras de reticulación de tintas al agua para la impresión de filmes plásticos requieren ser inertizadas por cuestiones de calidad o productividad.
La experiencia de Air Liquide se basa en el control total del flujo de inertizado, desde el suministro de las moléculas de nitrógeno, argón o CO₂ hasta su inyección precisa en los reactores o depósitos. El diseño de los skids de inertizado a medida del grupo, los torna en auténticas interfaces de regulación con un particular enfoque técnico que les permite estabilizar la atmósfera protectora mediante una expansión de alta precisión que opera a presiones de pocos bar y una instrumentación completa integrable en el sistema de control de la planta. La principal ventaja de este tipo de enfoque técnico, centrado en la ingeniería de seguridad y el control del rendimiento, garantiza la integridad de las instalaciones petroquímicas al mantener el nivel de oxígeno por debajo del umbral de explosividad y oxidación.

Refrigeración criogénica y enfriamiento de reactores
La industria de la química fina requiere una regulación estricta de las reacciones exotérmicas para garantizar tanto la calidad de los productos como la seguridad de las instalaciones. El funcionamiento de los sistemas de refrigeración convencionales refrigerados por agua glicolada, o de los sistemas de frío mecánico, no es posible en condiciones a una temperatura inferior a -40 °C o cuando la exotermia de la reacción exige una potencia de refrigeración instantánea.
Un fallo en la regulación térmica genera riesgos críticos:
- Deterioro de los productos e incremento de las impurezas.
- Riesgos de reacción descontrolada que comprometen la seguridad industrial.
- Sobreconsumo energético para estabilizar el sistema.
El uso de nitrógeno líquido para el enfriamiento de reactores y como agente refrigerante responde a estas problemáticas gracias a su gran capacidad frigorífica. Las unidades de refrigeración ALASKA™ de Air Liquide controlan la regulación térmica mediante un aporte preciso de nitrógeno líquido.

Recuperación de compuestos orgánicos volátiles (COV)
Air Liquide ofrece dos tecnologías de recuperación de COV con diferentes tipos de ventajas dependiendo de los niveles de caudales y concentraciones de COV:
- La condensación criogénica: para caudales de efluentes habitualmente inferiores a 5000 m³/h y concentraciones de COV superiores al uno por ciento. El nitrógeno líquido utilizado para la refrigeración no entra en contacto con los compuestos orgánicos y puede reutilizarse en forma gaseosa.
- La adsorción sobre carbón activo con regeneración mediante nitrógeno gaseoso: para caudales de efluentes mayores, habitualmente superiores a 5000 m³/h, y concentraciones de COV inferiores al uno por ciento. La recuperación de los componentes adsorbidos en el carbón activo se realiza mediante el efecto del calor en un flujo de nitrógeno, seguido de una desorción al vacío.
Las principales ventajas de estas dos soluciones frente a las soluciones convencionales son:
- La condensación criogénica permite recuperar los disolventes a alta concentración.
- La adsorción sobre carbón activo permite tratar grandes caudales con baja concentración de contaminantes.

Suministro fiable y a medida de las necesidades
Comprometida con la transición energética, Air Liquide despliega soluciones pragmáticas para descarbonizar la industria y ofrecer una solución de alta eficiencia energética. La producción de hidrógeno se basa actualmente en la captura de CO₂ (SMR combinado con Cryocap™), el uso de biometano y la electrólisis del agua alimentada por energías renovables. Para el oxígeno y el nitrógeno, Air Liquide prioriza la producción on-site en forma gaseosa. Este enfoque es energéticamente más eficiente que la licuefacción criogénica convencional, lo que permite reducir la huella de carbono global, asegurar un suministro continuo y minimizar el impacto ambiental derivado del transporte en diversas aplicaciones industriales.

ECO ORIGIN™
La descarbonización de los suministros (Alcance 3) es un reto regulatorio clave para la industria química. Air Liquide responde a esta necesidad con ECO ORIGIN™, una oferta de gases (oxígeno, nitrógeno, argón y CO₂) producidos exclusivamente a partir de energías renovables o fuentes biogénicas, contribuyendo a la mejora del balance ambiental.
Esta solución permite reducir hasta un 87 % la huella de carbono de los gases de proceso. Este rendimiento es medible y está estrictamente certificado bajo las normas ISO 14020/14021 e ISO 14067, garantizando así la fiabilidad y conformidad de los balances de carbono industriales.
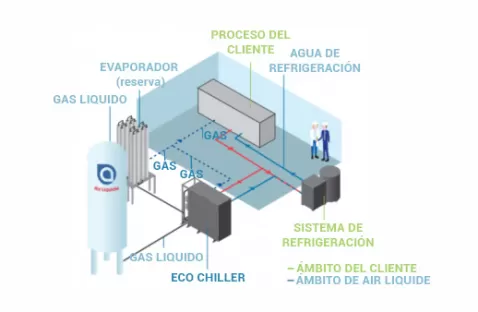
Eco Chiller
La vaporización de gases líquidos y la refrigeración de procesos industriales son dos operaciones con un elevado consumo de energía eléctrica. Air Liquide despliega Eco Chiller, un avanzado sistema automatizado de refrigeración industrial y recuperación de energía criogénica.
El principio de funcionamiento de este intercambiador térmico es sencillo: aprovecha las frigorías liberadas durante la vaporización del gas para refrigerar el agua de proceso del cliente en circuito cerrado.
Este equipo permite vaporizar el gas sin consumo eléctrico y reduce la carga energética de las unidades de frío industriales. Esta significativa reducción directa del consumo eléctrico disminuye las emisiones de CO₂ vinculadas al Alcance 2, actuando en total complementariedad con la reducción del Alcance 3 que permite el uso de los gases bajos en carbono ECO ORIGIN™.
¿Necesita más información sobre nuestras soluciones para la industria de química especial fina?
Nuestros expertos pueden ayudarle con su proyecto proponiéndole las soluciones que mejor se adapten a sus necesidades.
Gas bajo en carbono




¿Tiene alguna pregunta sobre la industria de química especial fina? Rellene nuestro formulario de contacto.
Nuestros expertos le responderán lo antes posible.
Soluciones de gases para todos los sectores de la industria química
- Soluciones de gases para la industria química
- Refinerías: transición energética y reducción de emisiones
- Petroquímica: transición energética y sostenibilidad
- Industria química básica: transición hacia un futuro sostenible
- Recuperación de vapores de GNL con nitrógeno líquido
- Enriquecimiento con oxígeno para plantas Claus
- El CO₂ como agente espumante para poliuretano y plásticos
- Fabricación de piezas de plástico moldeadas por inyección de nitrógeno