
Soluciones de gases para las góndolas de aerogeneradores: corte, soldadura, ensamblaje, tratamiento térmico de engranajes y soldadura de placas electrónicas
Air Liquide es un aliado clave para la fabricación de las góndolas de los aerogeneradores (turbina, multiplicadora): atmósferas controladas para el tratamiento térmico de engranajes y ejes — cementación, nitruración y temple de engranajes críticos — y gases de protección para la soldadura estructural de los chasis. Nuestros servicios incluyen auditorías de seguridad, optimización de procesos y formación de equipos.
Nuestras soluciones para la fabricación de góndolas
Aumente la fiabilidad del corazón de sus aerogeneradores. Desde la cementación de los engranajes hasta la soldadura del chasis, Air Liquide ofrece soluciones de gas y una experiencia técnica integrada en soldadura, corte, tratamiento térmico y fabricación de placas electrónicas, lo que le permite garantizar el rendimiento y la longevidad de sus góndolas.







¿Tiene alguna pregunta sobre nuestras soluciones de gases para la fabricación de la góndola?
Nuestros expertos pueden ayudarle con su proyecto proponiéndole las soluciones que mejor se adapten a sus necesidades.
Las soluciones de gases y la experiencia de Air Liquide en el núcleo del rendimiento de la góndola
La fabricación de una góndola es un desafío de ingeniería donde se combinan la metalurgia, la mecánica, la electrónica y la seguridad. Nuestro papel es ayudar a garantizar la fiabilidad de cada etapa de esta construcción compleja.
- Engranajes: endurecimiento superficial (cementación/nitruración).
- Estructura: soldadura MAG de alto rendimiento del chasis.
- Ensamblaje: corte de componentes.
- Placas electrónicas: soldadura por reflujo SMD y por ola selectiva.
- Servicios: auditorías, seguridad y optimización.
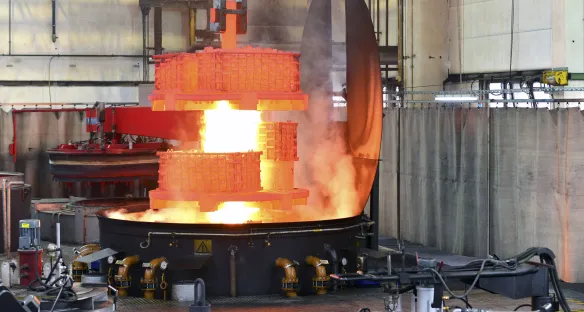
Tratamiento térmico de los engranajes
Los engranajes de transmisión de los aerogeneradores, fabricados principalmente en acero aleado de tipo 18CrNiMo7-6, están sometidos a esfuerzos extremos de par, fatiga y vibraciones. Para mantener sus propiedades mecánicas — resistir ciclos de fatiga intensos y aumentar su vida útil —, los dientes de los engranajes deben presentar una superficie excepcionalmente endurecida, conservando al mismo tiempo un núcleo dúctil. Estos procesos permiten garantizar la longevidad de las multiplicadoras frente a vientos turbulentos y entornos corrosivos.
Los tratamientos térmicos más comunes son la cementación y la nitruración. En ocasiones, también puede utilizarse la carbonitruración.
Para los tratamientos térmicos, Air Liquide suministra los gases de la gama ALNAT™, con los estrictos niveles de pureza exigidos para garantizar una atmósfera protectora perfecta, que evite la oxidación y asegure una estructura martensítica dura y resiliente.
El tratamiento criogénico es una etapa de enfriamiento controlado, realizada a menudo con nitrógeno líquido, que se lleva a cabo tras el tratamiento térmico inicial de las piezas metálicas. Este tratamiento en frío extremo permite modificar en profundidad la estructura del metal, haciéndola más estable y uniforme. Su principal ventaja es la mejora significativa de las propiedades mecánicas.

Cementación gaseosa
La cementación de los engranajes puede ser tanto gaseosa como a baja presión:
- La cementación gaseosa consiste en enriquecer con carbono la superficie del acero, calentando la pieza en una atmósfera controlada de gas portador (nitrógeno/metanol) y gas de enriquecimiento (propano/metano). Este método histórico ofrece una excelente repetibilidad y una gran capacidad de carga para los engranajes de aerogeneradores. Su principal ventaja reside en que es una tecnología ampliamente contrastada, lo que permite alcanzar profundidades de capa importantes de manera homogénea.
- La cementación a baja presión (Low Pressure Carburizing) inyecta acetileno bajo vacío para enriquecer el acero sin ninguna oxidación interna, garantizando una integridad estructural superior de los dientes de los engranajes. Este proceso permite el uso del temple por gas (N₂).

Nitruración y carbonitruración
La nitruración constituye otra solución clave, especialmente para las ruedas dentadas que requieren una alta estabilidad dimensional. Al realizarse a baja temperatura (500 °C), este proceso evita el costoso rectificado final. Es ideal para piezas de precisión o para aquellas que deben conservar su dureza ante sobrecalentamientos accidentales; utiliza principalmente amoníaco (NH₃) como fuente de nitrógeno. Aunque la capa endurecida es más fina que la de la cementación, ofrece una resistencia superior al desgaste, al gripado y a la corrosión.
La carbonitruración también es aplicable, aunque suele ser menos frecuente en los grandes engranajes de potencia (multiplicadoras) que en los pequeños componentes de precisión de los sistemas de orientación (pitch/yaw). Este proceso combina la inyección de carbono y amoníaco (NH₃) para endurecer la superficie de aceros de menor aleación, aumentando al mismo tiempo su resistencia al gripado. Este proceso híbrido, realizado a temperatura moderada (850 °C), limita las deformaciones en comparación con la cementación clásica, ofreciendo además una mejor estabilidad térmica durante su funcionamiento.

Temple de engranajes por gas
Estos tratamientos pueden ir seguidos de un temple de los engranajes y de un revenido, para obtener una superficie muy dura manteniendo un núcleo tenaz.
El temple de los engranajes puede realizarse posteriormente en aceite o bajo presión gaseosa. Esta última minimiza las deformaciones geométricas gracias a un enfriamiento homogéneo mediante nitrógeno (N₂), reduciendo así drásticamente los costes de rectificado final. Además, garantiza un acabado superficial perfecto, sin oxidación ni residuos de aceite, lo que elimina las etapas de lavado químico contaminantes. Por último, su superior repetibilidad asegura una calidad metalúrgica constante, indispensable para la longevidad de los engranajes de los aerogeneradores. El temple también es un tratamiento térmico muy utilizado en los ejes de turbina.
Más específicamente, el temple por inducción permite un tratamiento localizado de determinados dientes de los piñones (por ejemplo, para reparaciones).

Revenido
El revenido permite estabilizar la estructura del acero mediante el calentamiento de las piezas entre 150 °C y 200 °C, para eliminar las tensiones internas de temple sin sacrificar la dureza superficial. Se realiza idealmente bajo atmósfera inerte, a menudo de nitrógeno (N₂) o bajo vacío parcial, para prevenir cualquier oxidación o coloración de los dientes del engranaje.
Esta etapa final es crucial para garantizar la tenacidad del núcleo de la pieza, permitiéndole resistir las cargas cíclicas extremas del aerogenerador. El revenido bajo nitrógeno (N₂) permite una mejor eficiencia de transferencia térmica (convección forzada), garantizando un calentamiento más rápido y homogéneo de los engranajes. Es una solución más económica en términos de inversión, a la vez que ofrece una protección suficiente de los materiales tratados contra la oxidación para conservar un aspecto metálico limpio. De este modo, permite asegurar la dureza final optimizando los tiempos de ciclo de producción. El revenido es otro de los tratamientos térmicos más utilizados en los ejes de turbina.
Por último, a veces pueden ser necesarios tratamientos complementarios de los materiales, como el granallado (compresión superficial) y el mecanizado, para mejorar la resistencia a la fatiga y la precisión geométrica.

Tratamiento criogénico
El tratamiento criogénico es un proceso térmico avanzado, realizado bajo atmósfera controlada mediante nitrógeno líquido (LIN) a muy baja temperatura (a menudo inferior a -80 °C). El objetivo principal es inducir una transformación microestructural completa, convirtiendo la austenita retenida (AR) —una fase inestable tras el temple— en martensita. Esta transición martensítica estabiliza la estructura y optimiza las propiedades mecánicas del material, especialmente la dureza, la resistencia al desgaste y la estabilidad dimensional.

Soldadura del chasis y del buje
El chasis de la góndola y el buje son los componentes críticos del aerogenerador. El ensamblaje por soldadura por arco de estas estructuras pesadas de acero no tolera ninguna debilidad. Air Liquide ha desarrollado la gama de gases ARCAL™ para responder específicamente a estas diversas necesidades. Para las soldaduras estructurales profundas en el chasis, sobre fuertes espesores, el uso de ARCAL™ Force mejora el grado de penetración con la seguridad requerida por este tipo de estructuras.

Corte por láser de los componentes internos y carcasas
Más allá del chasis principal, una góndola eólica alberga cientos de componentes metálicos secundarios: estructuras de suelo, soportes de armarios eléctricos, sistemas de refrigeración y carcasas de protección. Estas piezas, a menudo de acero inoxidable o aluminio de espesor bajo a medio, exigen una precisión geométrica superior para facilitar el ensamblaje final. El corte por láser es el proceso ideal para cumplir con estos requisitos de precisión.
Air Liquide ha desarrollado la gama de gases LASAL™, la solución de referencia para el corte por láser. Al utilizar nitrógeno a alta presión (LASAL™ 2001) como gas de asistencia para los aceros al carbono (espesores finos y medios), aceros inoxidables y el aluminio, se obtienen cortes limpios, sin oxidación en el canto y con una alta productividad.. Esto permite pintar o soldar las piezas de inmediato sin necesidad de operaciones previas de amolado o decapado. Para los aceros al carbono de fuerte espesor, el oxígeno (LASAL™ 2003) maximiza la velocidad de corte. Esta tecnología garantiza a los fabricantes de equipos una alta productividad y piezas "listas para montar" en la línea de ensamblaje de la góndola.
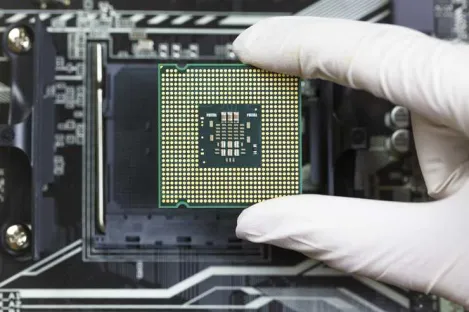
Ensamblaje de placas electrónicas
El ensamblaje de las placas electrónicas para el sector eólico (sistemas de control en cabina y regulación del generador) responde a requisitos de fiabilidad extrema. Estas placas deben soportar vibraciones constantes, ciclos térmicos severos y una atmósfera que, en ocasiones, es salina. El proceso se basa generalmente en la tecnología de montaje superficial (SMD) para los componentes en miniatura, complementada con la inserción de componentes pasantes (through-hole) para los conectores de potencia y condensadores robustos.
Aquí es donde interviene la soldadura por ola "bajo nitrógeno", que consiste en sustituir el aire ambiente por un gas inerte en la máquina de soldadura. Esto presenta tres ventajas principales para la vida útil de un aerogenerador en el mar o a gran altitud:
- Eliminación de la oxidación: el nitrógeno impide la formación de "dross" (escoria de estaño oxidado). Las juntas de soldadura son más puras, brillantes y carecen de microporosidades.
- Mojabilidad superior: el estaño líquido se extiende mejor sobre los pads de cobre, garantizando una unión mecánica más sólida frente a las vibraciones del generador.
- Reducción de puentes de soldadura: al minimizar las tensiones superficiales, el nitrógeno reduce drásticamente los riesgos de cortocircuitos entre las pistas, un punto crítico para la seguridad contra incendios en la góndola.
El uso del nitrógeno permite reducir significativamente los riesgos de averías costosas, evitando así intervenciones humanas complejas en condiciones extremas.
¿Tiene alguna pregunta sobre nuestras soluciones de gases para la fabricación de la góndola?
Nuestros expertos pueden ayudarle con su proyecto proponiéndole las soluciones que mejor se adapten a sus necesidades.
Servicios asociados

Logística y suministro con total fiabilidad
La fabricación de góndolas eólicas exige una cadena de suministro fiable, donde cada parada de línea resulta costosa.
Air Liquide asegura sus flujos industriales con una logística a medida, adaptada a sus ritmos de producción. Para sus plantas y talleres de tratamiento térmico, dimensionamos sistemas de almacenamiento criogénico (nitrógeno, argón, oxígeno) conectados mediante telemetría para una reposición automática, reduciendo así los riesgos de falta de suministro. Como complemento, para consumos menores —mantenimiento o intervenciones puntuales en obra—, nuestras botellas, bloques de botellas y skids móviles ofrecen una flexibilidad total. Este enfoque híbrido garantiza la disponibilidad de gas 24/7 y asegura sus operaciones, desde el taller hasta el parque eólico.

Auditoría de seguridad de las instalaciones
La disponibilidad de sus equipos es garantía de su productividad. Nuestros equipos de expertos pueden realizar, bajo petición, auditorías de seguridad en todo su proceso: desde la distribución de gas y el almacenamiento a granel hasta el punto de uso. Asimismo, para el tratamiento térmico o la soldadura de placas electrónicas, nuestros especialistas en análisis de atmósferas pueden auditar sus instalaciones y procesos para detectar y proponer acciones correctivas ante posibles desviaciones del proceso. De este modo, se asegura la calidad metalúrgica de cada lote de engranajes y la fiabilidad de cada placa fabricada.

Auditoría y optimización de su proceso de soldadura
Para las empresas que buscan maximizar su competitividad, el simple suministro de gases no es suficiente. Nuestro servicio VALUE4WELDING ofrece un diagnóstico completo de sus operaciones de soldadura. Nuestros expertos analizan sus parámetros de soldadura, sus flujos de gas y la elección de consumibles en la línea de fabricación. El objetivo es identificar los costes ocultos, como el tiempo de "no arco" (tiempo improductivo), la tasa de reparaciones o el sobreconsumo de gas y consumibles, para proponerle soluciones que eliminen los cuellos de botella.

Formación en seguridad
La fabricación de góndolas implica el uso de gases inflamables (hidrógeno para los hornos, acetileno para el calentamiento) o tóxicos (amoníaco para la nitruración). El control de los riesgos asociados a los gases es una prioridad absoluta. Air Liquide ofrece módulos de formación en seguridad (presencial o e-learning) adaptados a su entorno. Formamos a sus equipos de producción y mantenimiento en la manipulación de fluidos criogénicos. Estos programas de cualificación garantizan que sus operarios trabajen con total seguridad, reduciendo el riesgo de accidentes y asegurando el cumplimiento normativo de su planta.

Gases bajos en carbono ECO ORIGIN™
Con ECO ORIGIN™, Air Liquide le ayuda a alinear sus compras y necesidades de gases con sus objetivos de reducción de la huella de carbono, suministrándole moléculas (nitrógeno, oxígeno, hidrógeno) producidas exclusivamente a partir de energías 100 % renovables. Es una herramienta sencilla y certificada para descarbonizar su producción industrial.
¿Por qué elegir a Air Liquide como socio del sector eólico?
-
Gases de calidad
Nuestros productos son fiables, trazables y están diseñados para cumplir con las normas de calidad más estrictas, como la ISO 14175 para los gases de soldadura. Estas soluciones permiten a los fabricantes cumplir con los requisitos reglamentarios y normativos para la ejecución de estructuras de acero, torres, piezas de transición y cimentaciones (monopilotes y jackets), corte por láser o las aplicaciones de tratamiento térmico. El uso de nuestros gases respeta los estándares de seguridad más elevados. -
Una logística de gases fiable y soluciones sostenibles
La oferta de Air Liquide para el sector eólico garantiza una cadena de suministro robusta, adaptada a las grandes obras (suministro a granel, skids, redes temporales) y a las zonas aisladas. Proponemos soluciones "llave en mano" y bajas en carbono, ECO ORIGIN™, para reducir la huella medioambiental de sus proyectos de construcción de parques eólicos, reparación, y mantenimiento. -
Un asesoramiento experto en todo el ciclo de vida
Con una red de expertos presentes en los principales hubs industriales y portuarios, Air Liquide le acompaña en cada etapa: desde la prefabricación de componentes (torres, palas) y la construcción de las cimentaciones, hasta las innovaciones para el desmantelamiento y el reciclaje de los parques al final de la vida útil.






¿Tiene alguna pregunta sobre nuestras soluciones de gases para la fabricación de la góndola? Rellene nuestro formulario de contacto.
Nuestros expertos le responderán lo antes posible.
Descubra nuestras soluciones para el sector eólico
- Energía eólica onshore y offshore: soluciones de gases y servicios desde la construcción de las cimentaciones hasta el reciclaje de los aerogeneradores
- Soluciones de gases para las cimentaciones de los parques eólicos onshore y offshore
- Soluciones de corte, precalentamiento y soldadura: torres eólicas onshore y offshore
- Soluciones de corte y soldadura de jackets de aerogeneradores y piezas de transición offshore
- Soluciones de gases para el desmantelamiento de aerogeneradores al final de su vida útil y su reciclaje
- Solución CRYOCRETE™ de refrigeración rápida del hormigón mediante inyección de nitrógeno líquido