Corte por láser
¿Quiere saber más sobre el proceso de corte por láser y sus campos de aplicación? Air Liquide responde a sus preguntas y le explica en qué consiste la tecnología de corte de metal por láser y sus numerosas ventajas.
Lectura: 6 min
LASER es el acrónimo de “Light Amplification Stimulated Emission Radiation”. Es una fuente de láser que tiene la característica de producir un haz de luz intenso monocromático y direccional.
Un equipo industrial de láser generalmente se compone de los siguientes elementos:
- Fuente de generación (resonador).
- Sistema conductor o de transporte del haz de láser.
- Cabezal de láser (focalización del haz y distribución del gas de asistencia).
- Sistema mecánico para mover el cabezal y/o las chapas a ser procesadas.
¿Necesita más información sobre el corte por laser?
¿Cómo funcionan las tecnologías de laser?
En función de la tecnología de generación del láser (resonador), existen diferentes equipos industriales en el mercado:
Los profesionales del corte industrial utilizan varios tipos de láser:
- Láseres de CO2
- El resonador funciona con un gas que es generalmente mezcla de CO2 (4 to 10 %), N2 (10 to 30 %) y He (restante). El medio activo que se estimula es el CO2.
- Rendimiento eléctrico entre 6-10 %.
- La frecuencia del haz de luz es de 10,6 micras.
- Para transportarlo hasta el cabezal de corte se precisa de un sistema óptico (la fibra óptica no es capaz de transportar esta longitud de onda).
- Láser fibra y disco
- El medio activo que se estimula es sólido. Fibra óptica dopada con diferentes elementos (tierras raras como el Erbio).
- Rendimiento eléctrico entorno al 30 %.
- La frecuencia del haz de luz es de 1,07 micras.
- Láser YAG
- Medio activo que se estimula es sólido (Barra de Yttrium Aluminium Garnet).
- Rendimiento eléctrico entorno al 3-5 %.
- La frecuencia del haz de luz es de 1,06 micras.
- Láser Diodo
- Medio activo que se estimula son diodos.
- Rendimiento eléctrico entorno al 25 %.
- La frecuencia del haz de luz es de 0,808 a 0,940 micras.
- Principal uso en soldadura y brazing.
Una característica común del haz de láser así generado es su alta densidad de energía, y la capacidad para generar el calor suficiente para que los aceros u otros materiales metálicos alcancen su punto de fusión. Este alto nivel de energía se puede utilizar en distintos procesos de la industria metalúrgica: soldadura, corte, fabricación aditiva, proyección térmica. Todos ellos son procesos de alto valor añadido y complementario de los procesos de mecanización para los profesionales en el tratamiento de la chapa.
¿Necesita más información sobre el corte por laser?
¿Qué es el corte por láser?
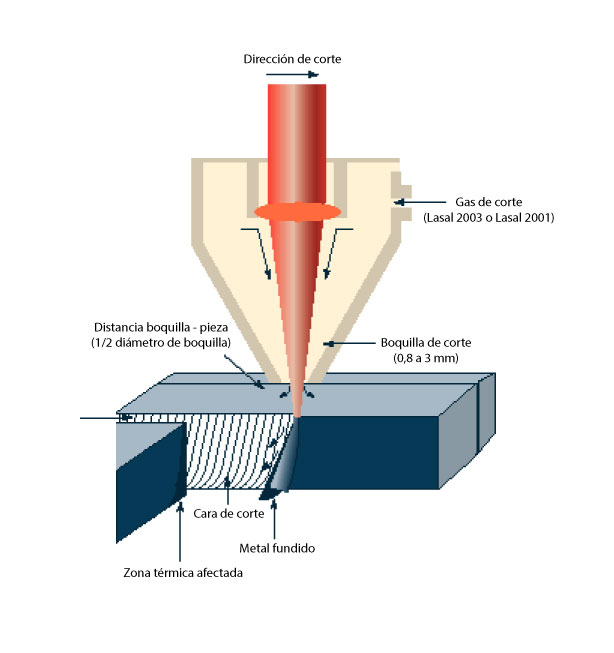
El corte láser es un proceso de corte térmico en el que el calor necesario de forma a que el material alcance su punto de vaporización o de fusión es un haz de láser.
El haz de láser se focaliza en el punto de trabajo mediante un sistema de lentes, con el que se consigue la densidad de energía necesaria para vaporizar de manera inmediata una gran parte de materiales.
Adicionalmente se necesita inyectar un gas de asistencia para asegurar la expulsión del material fundido o vaporizado de la ranura de corte. Combinado con el movimiento de la máquina este fenómeno se propaga para generar la sangría de corte.
Gases de asistencia para el corte láser
Los gases de asistencia al corte que se utilizan en la industria son el nitrógeno (LASAL™ 2001) y el oxígeno (LASAL™ 2003). Para aplicaciones de corte láser de Titanio y sus aleaciones se utiliza Argón (ARCAL™ Prime) o mezclas de Argón / Hélio.
Las principales funciones del gas de asistencia al corte son:
- Expulsar mecánicamente el material fundido de la sangría,
- El oxígeno participa en la combustión del material,
- Protección de la óptica frente a proyecciones.
Corte con LASAL™ 2001 (Nitrógeno)
El nitrógeno de corte protege el canto de corte de la oxidación del aire ambiente y expulsa el metal fundido:
- Las presiones de trabajo son del orden de 15-20 bar en boquilla (27-30 bar entrada máquina).
- La calidad requerida para el nitrógeno es de 99,999 % (N50), acorde a las especificaciones de pureza del LASAL™ 2001. Una coloración amarillenta en el canto de corte de un acero inoxidable, es indicativo de que la pureza del gas no es la adecuada.
Se utiliza para el corte de aceros inoxidables, aleaciones de aluminio y base níquel, así como para el corte de aceros al carbono cuando el canto de corte tiene que estar libre de oxidación. En este caso, resulta que si los cantos no están limpios de óxidos se pueden tener problemas en operaciones posteriores de pintura.
Conviene saber
En el caso de máquinas de corte de láser fibra o disco, en función del espesor de la chapa de acero al carbono a procesar, la velocidad de corte es muy superior cuando se corta con nitrógeno. El límite de productividad para cortar con un gas u otro depende del fabricante de la máquina y la potencia.
Corte con LASAL™ 2003 (Oxígeno)
Se utiliza fundamentalmente para el corte de aceros al carbono. Además de la energía que aporta el láser, se produce un fenómeno de oxicorte adicional por la oxidación del hierro, que facilita la evacuación de la escoria fundida de la sangría, ya que la viscosidad de los óxidos de hierro es menor.
- Las presiones de trabajo son entre 0,5-4 bar (8 bar de alimentación a máquina), de forma a favorecer el fenómeno adicional de oxicorte.
- La calidad del oxígeno que se requiere es 99,95 % (N35), acorde a las especificaciones de pureza del LASAL™ 2003, sino se respeta afecta a las prestaciones de velocidad de corte.
Para cobre y sus aleaciones la técnica de corte es diferente y se usa oxígeno a alta presión (20 bar).
En la actualidad se están desarrollando soluciones en base a mezclas de nitrógeno con oxígeno (5-20 %) muy ventajosas en terminos de la productividad en el corte de los aceros al carbono
Para conocer más acerca del gas más adecuado para su proceso así como las presiones de corte y los caudales consumidos cuando se corta con LASAL™ 2001 o LASAL™ 2003, consulte con los expertos de Air Liquide, que le asesoraran también sobre el mejor modo de suministro (Botellas, bloques, o suministro líquido) y de los materiales necesarios para su suministro.
¿Necesita más información sobre el corte por laser?
Gases de resonador para corte láser
Además de los gases de asistencia al corte, en el caso de los láseres CO2, hay que considerar el suministro de los gases necesarios para la generación del haz de láser, conocidos como gases lasantes.
La gama LASAL™ de Air Liquide está especialmente diseñada para esta aplicación.
Estos gases son fundamentalmente LASAL™ 1 (nitrógeno), LASAL™ 2 (CO2), LASAL™ 4 (hélio), o bien una botella con premezcla definida por el fabricante del equipo. Son gases dónde además de controlar con precisión la pureza global del mismo, se controlan las impurezas. Incluso en bajos contenidos de humedad, hidrocarburos o partículas, perjudican a las prestaciones de la fuente y reducen la duración de vida de los ópticos.
Para conocer más acerca de los gases o mezclas de gases necesarias (LASAL™) para su resonador y los materiales más adecuados para su suministro, garantizando la pureza de los mismos, consulte con los expertos de Air Liquide.
¿Cuáles son los campos de aplicación del corte por láser?
El haz de láser se caracteriza por estar muy concentrado, con lo cual permite la realización de cortes muy precisos, ya que se genera una sangría menor en las chapas que se cortan frente a otros procesos térmicos de corte industrial, como el plasma o el oxicorte.
En los últimos años la generación del haz de láser en medio sólido y diodo ha evolucionado mucho, y principalmente las tecnología de láser fibra y láser disco son las que se encuentran ahora más en el mercado, principalmente por sus ventajas y resultados:
- Eficiencia eléctrica.
- Transporte del haz de laser por fibra óptica simplifica la máquina mecánicamente y permite corte en 3D.
Las máquinas de corte por láser con control digital ofrecen una amplia gama de usos gracias a las capacidades del proceso, que pueden asociarse a los cortes en 2D o 3D.
Pueden tratarse diferentes materiales:
- Materiales metálicos ferrosos y no ferrosos (aceros al carbono, aceros inoxidables, aluminio y sus aleaciones, titanio y cobre, latón).
- Materiales no metálicos (ciertos plásticos, madera, cerámica, tejidos, cartón, papel y vidrio en ciertas condiciones, etc.)
Por lo general, una operación de corte por láser suele ir acompañada de otras operaciones de mecanizado, plegado y de montaje/soldadura ,que permiten la creación de piezas con formas complejas mediante el procesamiento de las chapas.
La compra una máquina de corte láser debe de tener en cuenta los resultados que se quiere obtener: sea en terminos de precisión, calidad del corte, velocidad, etc..
Además se debe considerar diferentes elementos, relacionados con:
- Las condiciones de implantación de la máquina en el interior del taller.
- Los tipos de materiales que se desea cortar (acero, acero inoxidable, aluminio, cobre, etc.) y su espesor.
- La implantación externa del sistema de alimentación de gases de asistencia y de resonador.
¿Necesita más información sobre el corte por laser?
Descubra nuestras soluciones






¿Tiene alguna pregunta sobre el corte industrial? Rellene nuestro formulario de contacto
Nuestros expertos le responderán lo antes posible.Más información
- Corte por laser
- Soldadura por plasma
- Corte por plasma
- Los chorros de corte
- Corte de acero de gran espesor
- El proceso de oxicorte
- El proceso de soldadura MIG / MAG (GMAW)
- Pantallas y máscaras para soldadores
- Temperatura de fusión de un metal
- Máquina de soldar
- Metal de aporte en MIG / MAG
- Proceso por arco sumergido
- Antorchas de soldadura
- Soldadura por resistencia
- Soldadura TIG / de metales
- Mezcla de gases para la soldadura por fusión
- Defectos en la soldadura
- El metal de aporte
- Soldadura por arco de plasma
- Proceso de soldadura blanda o fuerte
- Cobre y aleaciones
- Procesos de soldadura
- Soldadura por Arco Eléctrico
- Gas inerte para soldadura
- Seguridad en soldadura
- Soldadura: Argón botella 20L o 50L a 200 bar
- Soldadura por láser
- Soldadura automática
- Procesos de soldadura por gas
- Soldadura MMA
- Posiciones de soldadura
- Soldadura por arco con gas protector
- Tipos de electrodos según el revestimiento
- Soldadura con polvo fundente
- Soldadura con electrodo
- Criterios de selección para electrodos revestidos
- Gases para soldadura por arco
Preguntas frecuentes
- ¿Qué es el oxicorte?
- ¿Cómo se pueden cortar piezas con plasma?
- ¿Qué gas debe utilizarse para el oxicorte?
- ¿Qué sectores utilizan el oxicorte?
- ¿Cómo se puede cortar el acero?
- ¿Es el corte por plasma un proceso térmico?
- ¿Cómo se pueden cortar piezas con láser?
- ¿Qué gas debe utilizarse para cortar acero inoxidable?
- ¿Qué gas debe utilizarse para cortar aluminio?
- ¿Cómo se puede ajustar el caudal de gas en la soldadura?
- ¿Cuál es la diferencia entre los procesos de soldadura MIG y MAG?
- ¿Cómo soldar acero galvanizado?
- ¿Cómo elegir el gas a utilizar en MIG o MAG?
- ¿Por qué utilizar un hilo tubular?
- ¿Cómo se puede soldar el acero?
- ¿Cómo se puede soldar el aluminio?
- ¿Qué impacto tiene la pureza del gas de soldadura y corte?
- ¿Cuáles son los defectos de soldadura más comunes?
- ¿Cómo soldar acero inoxidable?
- ¿Cuál es la diferencia entre la soldadura fuerte y la soldadura blanda?
- ¿Cómo elegir el gas a utilizar en TIG o plasma?
- ¿Cómo evitar el consumo excesivo de gas de soldadura?
- ¿Cómo elegir el gas para soldadura TIG?